Розточування та хонінгування циліндрів: одне і теж чи етапи ремонту?

Зміст:
Ефективну і безпечну роботу двигуна забезпечує бездоганна робота циліндрів і поршнів, а точніше, їх правильне положення і кондиція (геометрія). Згодом геометрія поршнів порушується (причому зношуються вони нерівномірно і кожен по-різному), круглий переріз прагне стати овальним, на внутрішній поверхні з'являються дефекти, утворюється сходинка на стінці циліндра.

Циліндри і поршні
Ремонт циліндро-поршневої групи — дороге і довгограюче задоволення. Заміна поршнів проблему не вирішує, потрібно ремонтувати циліндри. СТО пропонують два варіанти: розточування + хонінгування циліндрів (довго, дорого, обов'язкові "прямі" руки майстра) і пряме хонінгування (дешевше і швидше).
Давайте розбиратися, чи таке вже необхідне розточування циліндрів або це так СТО просто гроші заробляють на тривожних клієнтах.
Як зрозуміти, що циліндри зношені
Для початку непогано бути впевненим на 100%, що геометрія циліндрів змінилася. Але навіть зазирувши до ГБЦ, ви нічого не побачите.
А ось якщо побачили сизий дим з вихлопної труби, мотор став гучним, стали частіше підливати масло, а потужність двигуна падає, варто заїхати до хорошого моториста. Зміни в геометрії циліндрів вимірюються десятими і сотими міліметрів, тому ви їх і не помітите. А у майстра є для цього спеціальне вимірювальне обладнання.
Що ремонтують в циліндрах
Очевидно, що між поршнем і стінками циліндра є зазор (інакше, як би рухалися поршні). Але цей зазор повинен бути в межах певних величин.
Що вимірює майстер, коли оцінює ступінь зносу циліндра:
- зазор між на ділянці зупинки верхнього поршневого кільця у верхній мертвій точці — не більше 0,05 мм;
- зазор в точці контакту юбки поршня і стінок циліндра — не більше 0,03мм.

Верхня мертва точка
Здавалося б, такі незначні відхилення, але як сильно вони впливають на якість роботи ДВЗ.
Однак відновити геометрію циліндрів недостатньо. Важливо також, щоб всі значущі поверхні розташовувалися правильно відносно одина одної. Майстер обов'язково повинен визначити базову поверхню, щодо якої розточується циліндр. Це може бути верхня або нижня площину блоку, ложа підшипників колінвалу і т. д. А майстри часто забувають про це або просто не вміють виставляти ці параметри.
Якщо не відновити співвісність, циліндри так і будуть розбиватися під час роботи двигуна, через постійне тертя зношуються і руйнуються пов'язані вузли поршневої групи.
Але і це ще не все.
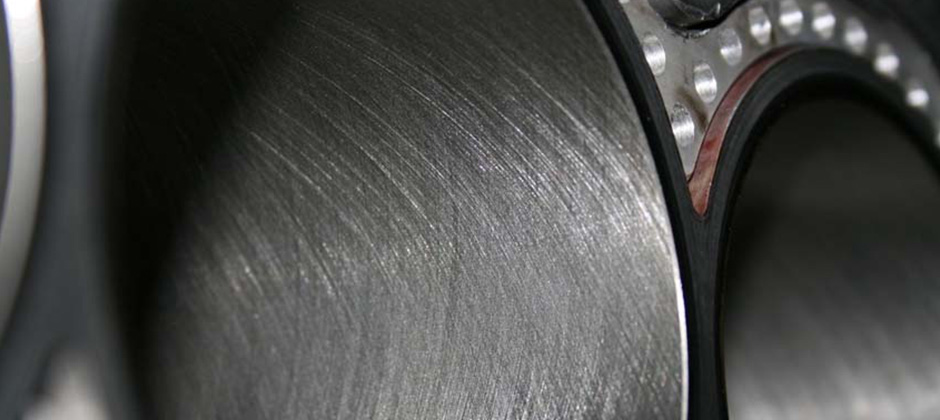
Хонінгована поверхня
Відремонтована поверхня повинна відповідати певним, і досить суперечливим, вимогам. Вона повинна бути одночасно гладкою, щоб тертя і знос деталей були мінімальними, і шорсткою — щоб утримувалося масло. Таку поверхню можна отримати в результаті хонінгування, після якого стінки циліндрів покриті мікроскопічними рисками.
Отже, що повинен зробити майстер, відновлюючи циліндр:
- домогтися правильної геометрії циліндра, щоб елліпсність і конусність не перевищували 0,01 мм;
- домогтися правильної співвісності всіх значущих поверхонь;
- отримати поверхню певної якості.
Розточування циліндра: як домогтися правильної геометрії
Двигун повністю розбирають і знімають блок циліндрів, який закріплюють на верстаті відносно базової поверхні. Потім майстер знімає кілька замірів за допомогою мікрометричного обладнання, щоб розуміти, скільки металу і в якому місці знімати, і розточують циліндр.
З технологічної точки зору, розточування циліндра не надто складна операція: коли майстер проточуєм циліндр на вертикально-розточувальному верстаті, потрібний зазор утворюється сам собою.
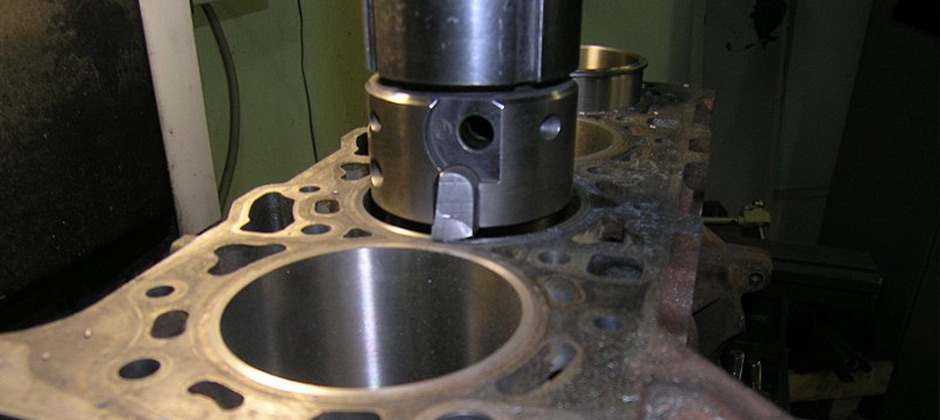
Розточування цілиндра на верстаті
Але, як то кажуть, є нюанси — потрібно прибрати не тільки еліпс, а й конус. Тобто відновити форму циліндра по довжині. Це важливо, тому що виробка в циліндрі може бути в будь-якому місці.
До речі! Далеко не всі двигуни з солідним пробігом потрібно розточувати. Тому, якщо майстер, що незважаючи на агрегат, виносить вердикт, пошукайте іншого фахівця.
Хонінгування циліндрів: універсальна послуга або фінишна обрабка?
Хонінгування — це абразивна обробка різанням внутрішніх циліндричних або конічних поверхонь. Для хонінгування використовують спеціальні головки хони, на яких закріплені рухливі абразивні бруски.

Хонінгувальна головка
Хони обертаються і одночасно рухаються поступально, ідеально обробляючи поверхню.
Хонінгування дозволяє прибрати задирки, подряпини і інші дефекти поверхні циліндра і зробити її ідеальною для роботи циліндро-поршневої пари.
Щодо хонінгування є дві думки: перше, що це фінішна обробка, і друге - процедура 2 в 1, що поєднує розточення і фінальну обробку. Для цього є спеціальні сучасні верстати, які видають циліндр з елліпсность і конусністю не більше 0,01 мм і відмінним мікропрофілем поверхні всього за півгодини! Що ще потрібно для щастя?
Але давайте розбиратися.
Під час хонінгування абразивні бруски вирівнюють поверхню, спираючись на самі НЕ зношені частини циліндра. Поступово хон прибирає всі дефекти і призводить циліндр в необхідний розмір. Тут все прекрасно.

Виробка в циліндрах
Але ми пам'ятаємо, що має бути базова поверхня (нижня або верхня площина блоку, ложа підшипників колінвалу), щодо якої ремонтується циліндр. При прямому хонінгуванню (без попередньої розточки) базової поверхнею виступає сама поверхня циліндра — зношена! Відповідно, чим більш нерівномірне зношення, тим сильніше "поїде" вісь циліндра. Чим це загрожує, ви знаєте.
Тому хонінгування — це все-таки фінішна обробка внутрішньої поверхні попередньо розточеного циліндра.
Так, розточувати і потім хонінговано циліндри — довго, дорого і складно знайти хорошого майстра. Але тільки дотримуючись технології, можна гарантувати якість ремонту.
Зміст:
Схожі статті



Записатися на сервіс
Відправляючи форму, я погоджуюсь з умовами оферти надання послуг